

昨今、ジャパニーズウイスキー業界は大きな転換点を迎えています。
自主基準の制定により「ジャパニーズウイスキー」の定義が明確化され、そのブランド価値は世界中でより確固たるものになりつつあります。
一方で、かつてのような「出せば売れる」という熱狂的なブームは落ち着きを見せ始めました。
一部では「淘汰の時代」に入ったとも囁かれていますが、見方を変えれば、本物だけが生き残る健全な競争が始まったともとれます。
群雄割拠の様相を呈するジャパニーズウイスキー界において、独自の哲学で新たな地平を切り拓こうとする、エリアが存在します。
それが、静岡です。
今回BARRELでは、静岡市が企画する観光コンテンツ造成事業のモニターツアーに参加する機会をいただきました。
テーマは「ウイスキーホッピング」。
独自のウイスキーづくりで国内外から注目を集める「ガイアフロー静岡蒸溜所」と、南アルプスの懐深く、日本一標高の高い場所に位置する秘境「井川(いかわ)蒸溜所」。
標高も環境も全く異なるこのふたつの蒸溜所を、1泊2日で「ハシゴ」してしまおうという、ウイスキーファンにとっては垂涎ものの企画です。
このツアー、これまでの一般的な「蒸溜所見学」とは一線を画す、濃密な体験でした。
「静岡という土地が、なぜウイスキーづくりに適しているのか」?
標高差1,000m以上の移動を通じて体感する、壮大なテロワールの旅をレポートいたします。
1.標高差1,200mの「垂直移動」。静岡駅から始まるテロワールの旅

旅の起点は静岡駅。
今回のツアーには、行政、金融機関、旅行会社、そして我々メディアと、様々な立場の人間が同行しました。これだけ官民それぞれのプロフェッショナルが動いていることからも、静岡市が本気で「ウイスキー」を観光の柱に据えようとしている気概が伝わってきます。まずはツアーのルートを確認していきます。
【ウイスキーホッピングツアーのルート】
DAY1: 静岡駅 → ガイアフロー静岡蒸溜所 → MIミュージアム(昼食) → 井川湖渡船 → 白樺荘(宿泊)
DAY2: 白樺荘 → 井川蒸溜所 → 静岡市街へ
あとでわかることなのですが、この行程には、「移動する」という以上の意味がありました。
大井川を遡り、静岡市街から、人の営みが循環する「里山(SATO-YAMA)」へ。 そして、手つかずの自然が残る「奥山(OKU-YAMA)」へと深く分け入っていく。
静岡という土地の「歴史のグラデーション」を体感するツアーなのです。
つくり手がガイドする贅沢

今回の旅の特別な魅力のひとつ。
それは井川蒸溜所のスタッフである平井さんと道野さんが、最初から最後までガイドとして同行してくれたことです。
これは一般的な観光ガイドとは一線を画します。
実際に現場でウイスキーを造っている当事者から、移動中の車内で
「このあたりの地層は……」
「あそこに見える茶畑は……」
と、ディープな解説をリアルタイムで聞くことができるのです。

移動時間は長いですが、トイレ休憩は道の駅などで適切に取られますし、何よりこの「生きた解説」があれば、退屈する心配はありません。
この解像度の高さこそが、本ツアー最大の価値と言えるでしょう。

2. 里山の熱源、ガイアフロー静岡蒸溜所

まず訪れたのは、オクシズの入り口に位置するガイアフロー静岡蒸溜所。
BARRELの読者には、もはや説明不要の存在でしょう。
2016年の蒸留開始から今年で10年。
敷地に足を踏み入れて、まず目を奪われるのはその建築美です。
静岡在住のアメリカ人建築家、バストン・デレック氏(West Coast Design)が手掛けた製造棟は、黒と木目を基調としたモダンな佇まい。「見られること」を前提としたその空間は、これから始まる体験への期待を高めてくれます。

外観の美しさに呼応するように、構内は隅々まで掃除が行き届き、洗練されたモダンな佇まいを維持しています。
そして何より、スタッフの方々の案内が非常に卓越しています。
これまでの歴史と実績が醸し出す安心感。
設立10年という月日は、製造だけでなく「見せるプロ」としての熟練度も高めているのでしょう。

まずは、そのウイスキーづくりのプロセスを順を追って見ていきましょう。
ポーティアス社製ミルと「3:6:1」の黄金比
ウイスキーの魂である「原料」と、それを砕く「粉砕」。
この工程から、すでに静岡の個性が詰まっています。
使用しているのは、軽井沢蒸留所から移設された1989年製の「ポーティアス社製」モルトミル。
ここで挽かれた麦芽の構成比は、ハスク(殻):グリッツ(粗挽き):フラワー(粉)= 3:6:1 となっています。

一般的に理想とされる比率は「2:7:1」と言われていますが、ガイアフローではあえて殻(ハスク)の比率を高くしています。
殻を多く残すことで、糖化槽での濾過層の通りを良くし、スムーズな麦汁の抽出を実現するためという明確な理由があります。
収率(アルコールの採れる量)を最優先にするのではなく、使用するミルの特性と、自分たちの目指すクリアな麦汁に合わせた、現場ならではの最適解と言えます。
また、見学ツアーでは実際に使用されている麦芽を、口に含む機会もありました。
英国産麦芽: 粒が大きく、味はすっきりとして淡白。
静岡産麦芽: 粒は小ぶりだが、噛み締めるとしっかりとした「甘み」を感じる。

現在、原料の一部(約1割)に使われているこの地元大麦。
小粒ながら甘みの強い地元の麦が、静岡ウイスキーの味わいにどう影響するのか。
将来的に「オール静岡」の生産量を増やそうとしている彼らの、重要な工程を舌で感じることができます。
「杉」が棲む発酵室と麦汁の甘み
粉砕された麦芽はステンレス製の糖化槽(マッシュタン)でお湯と混ぜられ、甘い「麦汁(ワート)」になります。

ここで一番麦汁と二番麦汁の飲み比べをさせていただきましたが、その差は歴然。
一番麦汁は驚くほど甘く濃厚で、二番麦汁になると穀物の香りがするお湯、といった印象です。
この麦汁が次に運ばれるのが、発酵室。

ここでは中2日〜中5日をかけて、麦汁をアルコール(もろみ)へと変化させます。
部屋に足を踏み入れると、ふわりと漂う温かい木の香り。そこには、10基もの木桶の発酵槽が壮観な並びを見せています。
その内訳にも、ガイアフローならではの哲学が表れています。 ウイスキーづくりで一般的なオレゴンパイン製が4基。 そして過半数を占める残りの6基は、地元の「静岡産杉」で作られています。 日本の杉材を発酵槽に採用しているのは、世界でもここだけ。
木桶には、独自の乳酸菌や微生物が棲みつきます。彼らは目に見えない微小な住人ですが、ウイスキーの味わいに決定的な仕事を担っています。地元の杉桶で、静岡という土地そのものを液体に写し取っていく工程。
ここは「里山(SATO-YAMA)」の蒸溜所。
人が自然に手を入れ、管理し、共に豊かになっていく。そんな里山ならではの「共生」の形がここにあります。
伝説の「K」と、直火の「W」
発酵を終えたもろみは、いよいよ蒸溜室へ。
ここには、全く性質の異なる2つの初留釜(ポットスチル)が並んでいます。
ひとつは、伝説の「軽井沢蒸留所」から移設された初留釜 「K」 。
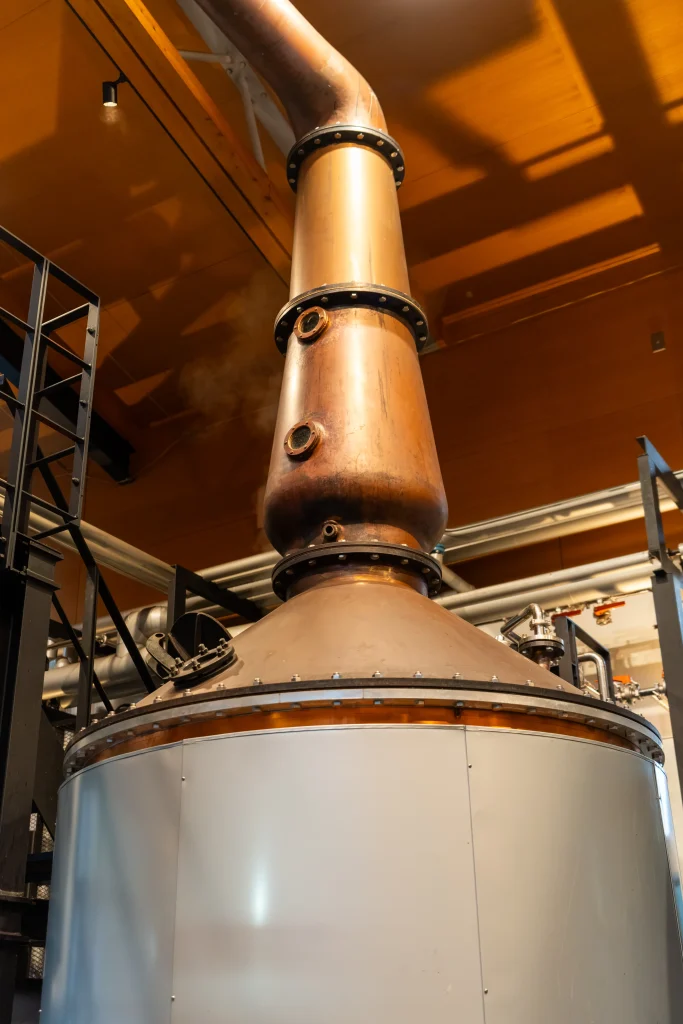
バルジ(膨らみ)のない直線的で長いヘッドとラインアームが特徴的です。
蒸気加熱式(間接加熱)のこのスチルは、その形状のおかげで、繊細で華やか、フルーティーで伸びのある軽やかな原酒を生み出します。
そしてもうひとつが、世界的にも稀有な薪直火蒸留機 「W」 。

今回は薪が燃える様子は見られませんでしたが、地元の間伐材を燃料に800℃の直火で蒸留を行います。
ウイスキーづくりにおいて、温度管理が容易で焦げ付きのリスクが少ないスチームによる間接加熱が世界的な主流です。伝統的な「直火蒸留」を行う蒸溜所はスコットランドでも数えるほどしかなく、それらも熱源はガスが一般的です。
しかし、ガイアフローはあえて最も手間のかかる「薪」を使用した「直火蒸留」を行っています。。

地元の間伐材を割り、炎の色を見ながら手作業で温度を調整する。時に800℃を超える高温に達するという、この強烈な熱が釜の底を叩き、もろみに対流を起こすとともに、微細な固形分をわずかに焦がします。
この時に起こる「メイラード反応」が、香ばしいトースト香や、厚みのあるボディを生み出すのです。
中村大航代表はこう語ります。

「ここは林業が盛んな地域。地元の間伐材を燃料にすることで、地域の資源循環の中にウイスキーづくりを組み込めるんです」。
それは懐古主義的なこだわりではなく、地域産業と生き残るための合理的な選択と言えます。
自動販売機のボタンを押せば適温の飲み物が出てくる世界とは対極にある、手間と不確実性。
しかし、その不確実性の中にこそ、AIには再現できない「味の奥行き」が宿るのかもしれません。
天使も喉が渇く? 熟成の秘密

蒸留されたニューポット(原酒)は、樽詰めされてウェアハウス(熟成庫)へ。
中に入ると、濃厚な香りが鼻をくすぐります。

ここで興味深い数字を聞くことができました。
樽詰めする際のアルコール度数(バレルエントリー)は、 「63.8%」 に決めているそうです。
これは、スコッチの基準である63.5%を下回らないようにするためのマージンだそうです。

取材時は12月で冷え込んでいましたが、静岡の夏は暑く、庫内の気温は30度を超えます。
そのため、スコットランドなどの冷涼な地域に比べ、熟成のスピードが非常に早い。
「天使の分け前(エンジェルズシェア)」として蒸発する量も多いですが、その分、短期間で樽の成分をたっぷりと吸い込んだ、パワフルな熟成感が生まれるのです。

「5種の原酒」比較テイスティング
見学の最後は、蒸溜器を眺められるテイスティングルームへ。
今回のツアーでは、以下の5種類の飲み比べを体験することができました。

ポットスチルW × 純外国産大麦
ポットスチルW × 純日本産大麦
ポットスチルK × 純外国産大麦
ポットスチルK × 純日本産大麦
ユナイテッドS
ガイアフローの実験精神を舌で体感するようなテイスティング体験。
まず蒸留機による違い。
「K」は華やかでフルーティー、軽井沢の系譜を感じさせるエレガントさがあります。
対して「W」は、香ばしくオイリーでパワフル。焚き火のような温かみを感じます。
そして大麦の産地による違いです。
「外国産」が骨格のしっかりした標準的な味わいなのに対し、「日本産」は繊細で、奥底に和菓子のような優しい甘みや旨みを感じます。
最後に飲んだ「ユナイテッドS」は、これら全ての要素(KとW、日本と海外)をブレンドしたもの。
個性の異なる原酒たちが調和し、複雑ながらもバランスの取れた「静岡の味」へと昇華されていました。
数多の樽を見てきた経験が、ブレンドや熟成の判断に活かされていると感じました。
「プレミアムな希少酒」から、より開かれたウイスキーへ

取材中、今後の展開についても嬉しいニュースを聞くことができました。
2024年にはすでに「オール静岡産ウイスキー」を少量リリースしていますが、2026年以降はさらに生産体制を強化する予定とのこと。 これまでは希少で高価なイメージの強かった地元産ウイスキーですが、今後はより手に取りやすい形での展開も視野に入れているそうです。
プレミアムな存在でありながら、地元の人に愛される「地酒」としての側面も深めていく。 彼らの視線はすでに、静岡の日常に根付く文化としてのウイスキーを見据えていました。
「ブレンデッドM」を全国のローソンに配荷しているのも、より多くの人に静岡産ウイスキーを知ってもらいたいという布石かもしれません。10年目を迎える彼らの「本気」を感じました。
3.安倍川から大井川へ。歴史の地層を遡り、奥山へ
ガイアフローを後にし、車はさらに山道を登っていきます。
ここからは、静岡市街の「里山」から、人を寄せ付けない「奥山」へと深く分け入っていく、日常から切り離されるための長い「儀式」のような移動時間の始まりです。

茶畑とダムが語る、開拓の歴史
道中、車窓からは見渡す限りの茶畑が広がります。
なぜ、これほどの急斜面にお茶が植えられているのか。
ガイドの平井さんによれば、これは明治維新後に職を失った「川越人足※」たちが、生きるために急斜面を切り拓いた名残だそうです。
※増水時に旅人を肩車や専用の「輦台(れんだい)」に乗せて川を渡すことを生業とした専門集団
生きるための執念が、この美しい景観を作った。 「土地の味(テロワール)」にこだわる静岡人の気質は、こうした歴史の地層の上に成り立っているのですね。

さらに山深く進むと、眼下を流れる大井川は神秘的なエメラルドグリーンへ。
かつて「暴れ川」と呼ばれた大井川を治めるために築かれた、巨大なダム群の影響です。


そして、その建設のために切り拓かれた、険しい山道やトンネル。
茶畑も、ダムも、トンネルも。 これから向かう「井川」は、先人たちの苦難の開拓史の上に成り立つ町なのです。
4. MIミュージアムで「南アルプス」を食べる
歴史に思いを馳せていると、中継地点である「MIミュージアム(南アルプスユネスコエコパークミュージアム)」に到着しました。
廃校をリノベーションしたモダンな建物で、ここでは南アルプスの自然や歴史を学ぶことができます。

MIミュージアムは、これから向かう「井川蒸溜所」の水源や森について学ぶための、重要な「座学」の場所でもあります。
南アルプスの成り立ちを学べる展示エリアや、迫力満点のパノラマシアター、かつての井川の暮らしを伝える貴重な資料が並んでいます。
木の温もりあふれる空間で、この土地の人々がどのように自然と向き合い、生きてきたのかを肌で感じることができます。




雨天でも快適に過ごせるカフェラウンジからは、四季折々の表情を見せる井川の山並みを一望でき、旅の疲れを癒やすには最高の場所です。

単なる資料館ではなく、南アルプスの自然とアートが融合した、心安らぐ空間でした。
森を守るために喰らう「ジビエバーガー」
ここMIミュージアムの紹介で忘れてはならないのが、カフェで提供されている「ジビエバーガー」です。
バンズに挟まれた特製パティは、南アルプスで獲れた鹿肉とイノシシ肉のオリジナルブレンド。

一口かじると、野生味あふれる肉の旨味が口いっぱいに広がります。
臭みは全くなく、むしろ赤身肉特有の力強い鉄分を感じる味わい。
シャキシャキの野菜と共に頬張れば、南アルプスで育まれた命を丸ごといただいているような感覚になります。

実はこのメニューにも、深い意味があります。
現在、この南アルプスユネスコエコパーク内では、増えすぎた鹿による食害が深刻な問題になっています。
若木が食べられ、森の更新が止まってしまうのです。 「美味しく食べることが、森を守ることに繋がる」 このバーガーは、味わうことそのものが環境保全活動なのです。
5. 絶景と買い物を楽しむ、井川湖畔の午後
ミュージアムで腹ごしらえを済ませたら、宿に入る前に井川湖周辺を散策します。
このエリアには、かつてダム建設のために敷かれた鉄道の廃線跡や、湖上にかかる橋など、フォトジェニックなスポットが点在しています。

廃線小路(はいせんこみち)」として整備された遊歩道。苔むしたレールとトンネルがノスタルジック。

井川湖に架かる井川大橋は、全長258m。ここから見る景色は格別です。

井川湖の渡船場からは、無料で乗船できる観光船で湖上遊覧も楽しめます





ビジターセンターでお土産探し
カメラを構えているだけでワクワクするような景色を楽しんだ後は、ミュージアムから徒歩圏内の「井川ビジターセンター」へ。
ここでは、井川特産の在来茶や雑穀(井川おらど)、貴重な日本ミツバチのはちみつなどを購入することができます。

道中、ガイドの道野さんが井川の古い産業について教えてくれました。
「井川のお茶は、標高が高いので虫がつかず、農薬がいらないんです。昔から『在来種』が大切に守られてきました」 さらに、ここでは日本ミツバチの養蜂も盛んだとか。
西洋ミツバチと違い、日本ミツバチは飼育が難しく、採れる蜜の量もごくわずか。
しかしその味は、百花蜜と呼ばれる通り、森のあらゆる花の香りが凝縮された濃厚なものだそうです。

ビジターセンターでは、日本ミツバチのはちみつをはじめ、てしゃまんく最中、井川のらり屋さんの在来穀物を使った手作りクッキー、井川のお茶などの特産品を購入できます。 また、もしお腹に余裕があれば、センター内の食堂で清流育ちのヤマメを味わうのもおすすめ。

せっかくなのでヤマメそばもいただいちゃいました
標高1,000mの夜、白樺荘にて
日が暮れた頃、本日の宿である市営の宿「白樺荘」に到着しました。
『ゆるキャン△』にとのコラボで看板か畑薙荘になってますね。明るく清潔感のあるお宿です。

白樺荘の自慢は、なんといっても温泉。このツアーの裏の目玉と言っても過言ではないです。

泉質は肌にまとわりつくようなヌルヌルとしたアルカリ性で、湯温は41度前後の「ぬるめ」。 12月の山気(さんき)で冷え切った体を、のぼせることなく芯から解きほぐしてくれる……まさに極楽です。

熱すぎないお湯がじわじわと解きほぐしてくれる。いくらでも入っていられる、危険な温泉です(笑)
※白樺荘のワンポイントアドバイス
ロッカー: 脱衣所のロッカーは100円硬貨を入れて後で戻ってくるタイプです(小銭の用意を忘れずに!)。
タオル: バスタオルの備え付けはありません。フェイスタオルは購入できますが、気になる方は持参しましょう。
南アルプス登山の拠点として知られるこの場所ですが、前述のとおり漫画・アニメ『ゆるキャン△』に登場する「畑薙荘」のモデル地でもあります。 館内には関連グッズやパネルが所狭しと並んでおり、ファンにはたまらない空間です。





6. DAY2:南アルプスの核心部へ。深海の記憶「赤崩」と秘境への「架け橋」
翌朝。
白樺荘を出発し、いよいよ今回の旅のハイライト、井川蒸溜所へと向かいます。
一般車両通行禁止のゲートを越え、さらに奥へ。
標高を上げ、時間を遡り、徐々に森の聖域へと足を踏み入れる。まさに「巡礼」と呼べるような儀式的な趣を感じます。
赤崩と数億年の歴史
途中立ち寄った「赤崩(あかくずれ)」では、気温マイナス3度。
山肌が裂け、大地のエネルギーが剥き出しになった光景に圧倒されます。

「ここはかつて、海の底でした」
ガイドの道野さんが、地面に落ちている石を拾い上げて見せてくれました。
鮮やかな「赤い石」と「緑の石」。
赤い石は「赤色チャート」。かつて深海に降り積もったプランクトンの死骸が固まったもの。緑の石は「緑色岩(りょくしょくがん)」。はるか昔の海底火山から流れ出た溶岩が変質したものだそうです。

緑色と赤色の石
標高1,000mを超える山の中に、深海の記憶が転がっている。
赤崩の荒々しい崩落は、今もなお大地が動き続けている鼓動そのもの。私たちは、単なる山道を歩いているのではありません。数億年という地球の記憶の上を歩いているのです。
さらに、その道中で教わったのが「森の読み方」でした。
「森の色を見れば、その歴史がわかります」
道野さんは言います。
最初にパイオニア的な植物が芽吹き、それが時間をかけて別の植物に取って代わられ、やがて多様な木々が混在する極相林(きょくそうりん)へと遷移していく。

井川蒸溜所近辺の自然は、植林された画一的な緑ではなく、様々な色が混じり合う複雑な森のグラデーション。それこそが、自然が長い時間をかけて作り上げた「本物」の証です。
こうした悠久の自然の営みの中でウイスキーを作らせてもらうこと。
そして、そのストーリーごとボトルに詰めて届けること。
井川蒸溜所は、それを「真のラグジュアリー」と考えています。
高級なパッケージや希少性だけがラグジュアリーではありません。この圧倒的な地球の物語に参加することこそが、何よりの贅沢なのです。
秘境への架け橋と、木賊の湧水
赤崩を後にし、私たちは標高1,200mの山道を少し歩くことにしました。気温は氷点下3度。

キリリと冷えた空気の中、道端に湧き出る「木賊(とくさ)湧水」を紹介されました。
これが、これから向かう蒸溜所の仕込み水となる水です。

深々と、そして津々と溢れ出る木賊の水
手ですくってみると、指が痛くなるほど冷たい。しかし、口に含むと驚くほど柔らかく、
甘い。この水がウイスキーになるのかと思うと、期待で胸が高鳴ります。
続いて現れたのは、木賊堰堤から二軒小屋へと続く、無骨ながらも美しい鉄橋。

深い渓谷に架かるその姿は、まるでこの先の聖域を守る結界のようです。橋の上から眼下を覗き込むと、エメラルドグリーンの水面と、太古から変わらない原生林が広がっています。
この橋を渡る一歩一歩が、日常から非日常へと完全に切り替わるスイッチ。まさに「秘境への架け橋」と呼ぶにふさわしい、圧巻の光景です。

ついに見えた、秘境の蒸溜所
橋を越え、目の前に現れたのは、周囲の森に溶け込むような、趣のある木造の建物。

一見すると、登山者が休息をとるための素朴な山小屋のようにも見えます。
しかし、その佇まいからは、研ぎ澄まされた凛とした空気が漂っていました。 聞こえてくるのは、風が木々を揺らす音と、小鳥のさえずりだけ。
この圧倒的な静寂の中に、世界中のウイスキーファンが期待を寄せる蒸溜所が存在している。
標高1,200m、秘境、井川蒸溜所へ到着です。

【Column】創業者・大倉喜八郎の先見の明 井川蒸溜所の母体である十山株式会社(旧:特種東海製紙)のルーツは、明治・大正期に活躍した実業家、大倉喜八郎にまで遡ります。 彼は1895年(明治28年)、南アルプスのこの地を訪れ、その豊富な水資源と森林資源に無限の可能性を見出しました。彼が当時の金で5万円(現在の貨幣価値にして数億円とも言われる)を投じて手に入れたのは、約24,430ヘクタール、実に山手線の内側の約4倍という途方もない広さの土地です。
重要なのは、彼らが100年以上もの間、パルプ材として木を切りながらも、同時に植林を行い、水源となる森を守り続けてきたという事実です。 「製紙業にとって、水は命」。 紙を作るには、不純物のない大量の水が必要です。彼らは「水を守るために森を守る」というノウハウを、一世紀にわたり蓄積してきました。その技術と環境があったからこそ、今、菌すら存在しないほどの清冽な「木賊の水」を生み出せているのです。
7.井川蒸溜所:「生態系を飲む」ネイチャーポジティブの現場

蒸溜所でのウイスキーづくりの工程は所長の瀬戸泰栄(せと やすえい)氏に案内いただきました。
瀬戸所長が語るのは、「サステナブル(持続可能)」のさらに先を行く、「ネイチャーポジティブ(自然再興)」という哲学。
里山のガイアフローが「自然と共生し、管理する」スタイルだとすれば、奥山の井川は「自然そのものに委ね、生態系の一部になる」アプローチをとります。
南アルプスユネスコエコパーク(バイオスフィアリザーブ)という環境下で経済活動を行い、目指すはオンリーワン。 どこも参考にしない、自然の摂理に従ったウイスキーづくりがここにあります。
菌すら存在しない「木賊(とくさ)」の水と発酵の謎
まずは、ウイスキーづくりの命である「水」と「仕込み」について。
井川で使われているのは、先ほど道中で目にした「木賊湧水(とくさゆうすい)」です。

硬度は約40mg/Lの超軟水。
驚くべきはその純度で、あまりに綺麗すぎて菌がおらず、加熱殺菌の必要すらないとのこと。
蒸溜所ができる前は、ミネラルウォーター事業も検討されていたほどの名水。これはウイスキーづくりにおいて、最強の武器になります。
「水自体に雑菌や余計な成分が含まれていないからこそ、添加した酵母だけが、狙い通りに働くんです」
水が真っ白なキャンバスだからこそ、そこに描かれる酵母の個性が鮮烈に映えるというわけですね。
産学連携で挑む「ハクモクレン酵母」の選抜

この清冽すぎる水に合わせる酵母も、また特別です。
通常、ウイスキーづくりには醸造用酵母やディスティラリー酵母が使われますが、井川のアプローチはそれだけではありません。IPA酵母、ヴァイツェン酵母、クラシックエール株などに加え、静岡大学の「発酵とサステナブルな地域社会研究所(発酵研)」と共同研究を実施。
南アルプスの広大な社有林の中から52種類もの野生酵母を採取し、気の遠くなるような試験醸造を繰り返したとのこと。
その中から選ばれたのが、森に自生する「ハクモクレン」の花から採取した酵母。

これが、井川のニューポット(蒸留直後の原酒)に、独特の華やかさとフルーティーさを与えています。
大学の研究機関と連携し、地元の植生を科学的に解析して最適解を導き出す。感覚だけでなく、科学の目で「森の声」を聴いているのです。
倒木が眠るウェアハウス
続いて案内されたのは、熟成庫(ウェアハウス)です。

一歩足を踏み入れると、ひんやりとした空気が肌を刺します。 井川の環境は、スコットランドやアメリカとも異なり、夏と冬で湿度が大きく変わるのが特徴。 特に冬場はマイナス15度にも達します。

この「極寒の環境」と、井川産ミズナラの「圧倒的な年輪の緻密さ」。 この2つの要素が掛け合わさることで、井川独特の熟成メカニズムが生まれます。
標高が高く厳しい環境で育つ井川のミズナラは、成長が遅く、木質が極限まで凝縮されています。
この「硬く締まった木」と「低い気温」が、原酒が樽に染み込むスピードにブレーキをかけます。 その結果、過剰なタンニン(渋み)の溶出が抑えられ、ミズナラ特有のラクトン(香木香)やバニリンといった甘い香味成分だけが、長い時間をかけて純粋に抽出されるのです。
まさに、長期熟成に耐えうる「クリアで芯のある酒質」のための熟成樽と言えます。

樽材として使用するのは、森の代謝のために切らざるを得なかった老木や、自然に倒れた「倒木」のみ。 切った数と同程度か、それ以上にどんぐりを植え、鹿に食べられないよう保護ネットで守りながら、次の森を循環させています。
しかし、曲がりくねった野生のミズナラから樽材(柾目)として使えるのは、わずか10%程度。 しかも木質が硬く加工が難しいため、通常の製法では歯が立ちません。 そこで白羽の矢が立ったのが、地元の宮大工(親子二代)でした。

鏡は手前からミズナラ、サクラ、クリ
「全てをミズナラで作ると香りが強すぎるし、貴重な資源も枯渇する」 そこで彼らが導き出したのが、ボディにはアメリカンオークを使い、鏡(蓋)の部分にだけ希少な地元ミズナラを嵌め込むハイブリッド樽です。 限られた資源を、地元の職人技術で組み上げ、テロワールを表現する。
この樽そのものが、井川の思想を体現しています。
稀少なハンドフィル体験
そして、この旅のハイライトとも言える体験がこちら。

眠る樽の中から、自らの手でボトルに原酒を詰める「ハンドフィル体験」です。
冬はマイナス15度にも達する厳しい環境下で、静かに時を重ねた希少な原酒。
それを自分の手でボトリングする緊張感と高揚感は、何物にも代えがたい思い出になります。





森の中のハイテクラボ
見学の最後に通されたのは、心臓部とも言える「分析室」です。
足を踏み入れると、そこにはウイスキーの製造現場というよりは、大学の研究室のような光景が広がっていました。
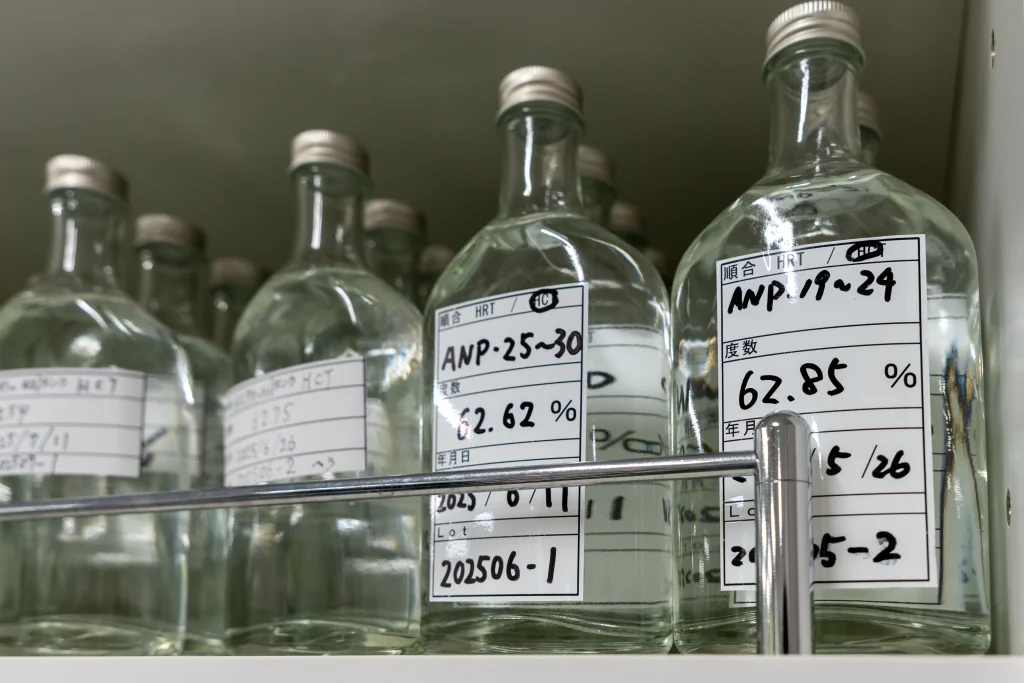
顕微鏡や酵母の培養装置、成分分析計などの精密機械が整然と置かれています。
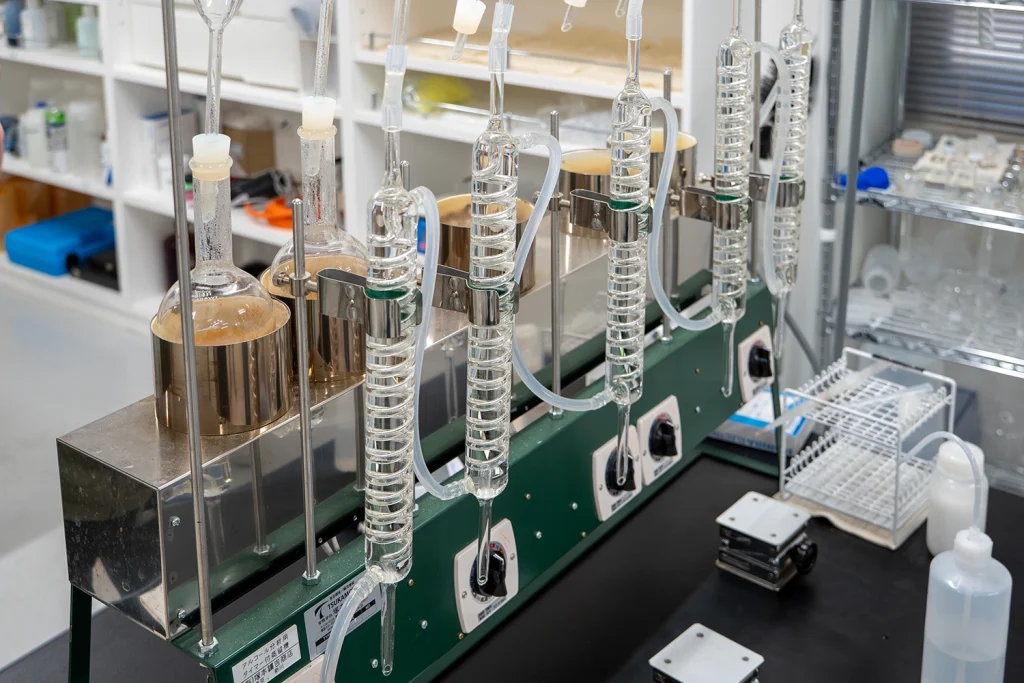
作業デスクには蒸留直後のニューポットが輝き、壁一面の棚には、過去の蒸留データとなる原酒サンプルが、所狭しと収められています。

「この山奥に、これほどのラボが……?」
多くの日本の新興蒸溜所を見てきましたが、これほど充実した分析室を持っているところは稀有です。

実はこの分析室、瀬戸所長の「出自」と深く関係しています。
瀬戸所長は、特種製紙(現:特種東海製紙)に入社後、品質保証部の分析チームでキャリアを積んだ、いわば「分析のプロフェッショナル」。
分析チーム出身としてのこだわりから、「わがままを言って」この分析室を作ってもらい、機材の選定や注文もすべて自分で行ったそうです。

なぜ、ここまで分析にこだわるのか?
それは、先述した「菌のいない水」や「野生酵母」といった、彼らが扱う素材があまりにも特別だからです。
自然の恵みを感覚だけで終わらせず、科学の目でしっかりと管理・分析する。この姿勢が、井川のクオリティを支えています。

井川蒸溜所では、電気もカーボンフリー。
森がCO2を吸収しているため、実質カーボンニュートラルを超えている、ここまでのカーボンネガティブは世界でも稀です。 製紙工場で培ったバイオマス発電のノウハウも活きているのでしょう。
まさに「ネイチャーポジティブ・ディスティラリー」なのです。
最後はテイスティング体験

その後、ウェアハウスから戻り、改めてテイスティングを行いました。
試飲したのは、バーボン樽、シェリー樽、ミズナラ樽などで3~4年ほど熟成された原酒たち。
グラスから立ち上るのは、突き抜けるようにクリアなトップノート。 ライトでスイートな味わいですが、「薄い」わけではなく、骨格はしっかりとしています。 アルコールの刺激や雑味(オフフレーバー)は極限まで削ぎ落とされており、際立つのはその圧倒的な透明感です。

特に印象的だったのは、原酒の「素直さ」です。 例えばミズナラ樽。
通常、短熟では樽の個性が勝ちすぎてバランスを崩しがちですが、井川の原酒はキャンバスが真っ白であるため、ミズナラ特有のオリエンタルな香木感や、和三盆のような上品な甘みが、驚くほど綺麗に発色していました。 原酒の純度が高いからこそ、樽の個性を歪みなく鏡のように映し出すことができるのでしょう。

一言で言えば「可憐」。
深い森の香気を纏うこのクリアな原酒が、標高1,200mの冷涼な環境でゆっくりと時を重ねることで、10年後、20年後に化けるポテンシャルを秘めています。 今のうちにこの「原石」の味を知っておくことは、ウイスキーファンとしての財産になるはずです。
7. Epilogue:二つの蒸溜所が描く「静岡の未来図」
取材の最後、我々は旅の締めくくりとして、今回の主役であるガイアフロー静岡蒸溜所の中村代表と、井川蒸溜所の鈴木所長にお話を伺う機会を得ました。
人の営みが循環する「里山」と、手つかずの自然が息づく「奥山」。
対照的な環境でウイスキーづくりに挑む二人のリーダーに、どうしても聞いておきたいことがありました。
単刀直入な質問でしたが、中村代表は笑顔で即答してくれました。
中村氏「ライバル? とんでもない。あんな山奥の厳しい環境でよくできるなぁと、尊敬しかないですよ(笑)。絶対に真似できない、唯一無二の味わいだと思います」
対する鈴木所長も、静かに頷きます。
鈴木氏「ガイアフローさんは大先輩であり、いつも参考にさせていただいている存在です。同じ静岡という土地で、これほど違うアプローチができる。それが面白いんです」
この二人の言葉を聞いた時、私の中で今回の旅の意味がストンと腹落ちしました。
彼らはライバルではなく、それぞれが異なる役割を担う「パートナー」なのです。

静岡市街からほど近いガイアフローは、多くの人を迎え入れ、ウイスキーの楽しさと技術の最前線を伝える「入り口」の役割を果たします。 そして、そこから大井川を遡った先にある井川蒸溜所は、手つかずの自然に溶け込み、ウイスキーづくりの深淵を見せる「聖域」としての役割を担う。
「点」で存在する蒸溜所を巡るだけでなく、川の流れに沿って、土地の歴史と物語を「線」で辿る旅。
それが、今回提唱された「ウイスキーホッピング」の正体でした。
現在、井川蒸溜所へのツアーは、自然保護の観点から年に数回、限られた人数しか参加できません(2025年はわずか16名!)。
しかし、今回の企画で、この「ホッピングツアー」はより現実的なものとなりました。次はあなたが、この感動を体験する番です。
日常の利便性を捨て、携帯の電波も届かない山奥へ。
そこで飲む一杯は、あなたのウイスキー観を、いや人生観さえも変えてしまう、忘れられない体験になるはずです。
標高差1,200m、太古の森と水が育んだ一滴を求めて。ぜひ、次の旅の目的地に「静岡」を選んでみてください。
そこには、まだ誰も知らない感動が待っています。
ツアー参加の前に知っておきたいQ&A
Q. 服装はどうすればいいですか?
A. 「登山の装備」を基準にしてください。 特に井川は標高1,200m。冬場はマイナス10度以下になることも珍しくありません。ダウンジャケット、手袋は必須。夏場でも朝晩は冷え込むので、羽織るものは必ず持参してください。
Q. 酔い止めは必要ですか?
A. 強く推奨します。 静岡市街から井川までは、カーブの多い山道が長時間続きます。普段酔わない人でも、万全を期して服用をおすすめします。
Q. トイレ休憩はありますか?
A. 適宜設けられています。 長時間の移動ですが、道の駅やビジターセンターなどでトイレ休憩が挟まれますのでご安心ください。ただし、山道に入るとコンビニなどはないので、休憩のタイミングで済ませておくのが鉄則です。
Q. お土産は買えますか?
A. ツアー中に立ち寄る多くの施設で、地元の名産品を購入できます。 井川ビジターセンターや白樺荘では、地元のお茶や雑穀(井川おらど)、そして「井川メンパ」と呼ばれる伝統的なお弁当箱などが販売されています。ウイスキーとのペアリング用に、地元のおつまみを探すのも楽しいでしょう。
ツアー情報・アクセス
静岡ウイスキーホッピングツアー(仮称)
企画・実施:株式会社大鉄アドバンス
主な訪問地: ガイアフロー静岡蒸溜所、井川蒸溜所、白樺荘、MIミュージアムなど
参加条件: ツアー募集期間のみ申し込み可能(一般車両通行不可エリアを含むため)
最新情報・予約: 大鉄アドバンス ツアー公式サイト
※本記事は2025年12月のモニターツアー取材に基づきます。実際のツアー内容は変更になる可能性があります。
なお、井川蒸溜所周辺は深い雪に覆われるため、
現在は、
最新のツアースケジュールや予約開始の情報については、
もちろん、ツアーの応募が解禁され次第、こちらの記事やSNSでもいち早くお知らせす
ぜひこの記事をブックマークして、


")

をリリースしました")




ツアーの移動はジャンボタクシーでした。山道に入るとカーブが続きますが、ドライバーさんの運転技術が高く快適。
ただそれでも山道は険しいので、三半規管に自信がない人は酔い止めを用意しておくと安心です。